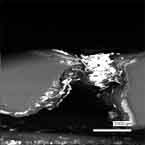
Объект: Дефектная фильера для экструзии полимера, изготовленная из инструментальной азотированной стали с нанесенным износостойким покрытием из нитрида хрома.
Методика: Металлографическое (арбитражное) исследование методом растровой электронной микроскопии. Фазовый и химический состав покрытия и кратера износа исследовали методом спектроскопии Оже-электронов (ОЭС).
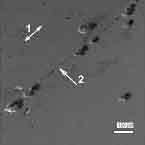
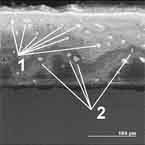
Сканирующая электронная микроскопия, изображение во вторичных электронах.

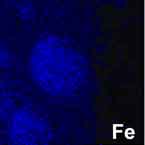

Карты распределения Cr, Fe и O на поверхности покрытия с кратерами износа.
Выводы:
Деградация внутренней поверхности фильеры произошла в результате адгезионного износа, сопровождаемого
хрупким отрывом микроучастков покрытия и поверхности азотированного слоя стальной основы.
Факторами, способствующими деградации явились следующие:
Объект: Фрагмент подшипника качения с диэлектрическим покрытием.
Заказчиком отобран один образец в виде фрагмента подшипника качения на основе шарикоподшипниковой стали с
диэлектрическим покрытием, предположительно полученным методом газотермического осаждения. Из этого
фрагмента изготавливали поперечные металлографические шлифы размерами порядка 10х10х10мм.
Цель: Определение толщины, структуры, фазового состава, пористости покрытия, его адгезии к подложке, оценки микротвердости и установления других характеристик технологии нанесения покрытия.
Методика:
Химический и фазовый состав покрытия исследовали методом рентгеновской фотоэлектронной спектроскопии (РФС,
ESCA) на электронном спектрометре ESCALAB MK2 английской фирмы VG. Исследование пробы проводили в чистом
вакууме порядка 1х10-9 Торр, после предварительной очистки поверхности ионным травлением при
давлении аргона порядка 1х10-6 Торр, токе ионного пучка 20мкА и ускоряющем напряжении 8 кВ. Эта
пробоподготовка и глубокий вакуум в рабочей камере спектрометра исключали возможность случайных загрязнений
поверхности в процессе исследования.
Морфологию и структуру диэлектрического покрытия исследовали на электронном сканирующем микроскопе JSM-U3
японской фирмы JEOL при пониженном ускоряющем напряжении порядка 10-15 кВ для снижения эффекта зарядки
образца.
Твердость покрытия определяли на поперечном шлифе с помощью твердомера М-400 фирмы «LECO» (ФРГ) при нагрузке
100 г.
 |
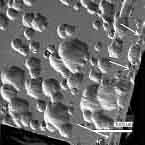
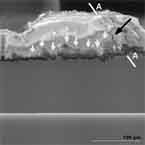
Микроструктура покрытия. Светлыми стрелками показан переходной слой. Черной стрелкой указана граница раздела переходного слоя и основной толщи покрытия. Покрытие на плоском участке. |
 |
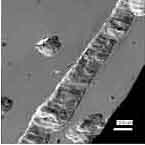
Микроструктура поперечного шлифа в плоском участке подшипника. Видны поры и включения второй фазы. |
 |
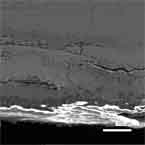
Микроструктура поперечного шлифа на плоском участке подшипника. На границах крупных зерен возможно зарождение поперечных микротрещин. |
Выводы:
Объект: Образец композитного материала.
Цель: Определение структуры и технологии производства композитного материала.
Методика: Металлографическое исследование методом растровой электронной микроскопии.




Микроструктура металлографического шлифа образца материала и соответсвующие им гистограммы распределения
структурных элементов по размерам.
Выводы:
Объект: Фрагменты разрушенных обсадных нефтяных труб.
Цель: Оценка длительности нахождения фрагментов труб в грунте после факта разрушения по косвенным металлографическим признакам.
Образцы: Представлены фрагменты обсадной трубы в количестве 2 шт. Отбор
образцов проводился Заказчиком. Образцы были извлечены из нефтяной скважины. Причина разрушения трубы не
установлена.
По информации Заказчика: «На скважине по проекту должна быть спущена обсадная труба диаметром 146 мм. По
документам спущена труба с толщиной стенки 9 мм.» По данным измерения, толщины стенки фрагментов трубы она
составляет 7.6 мм.
Перед экспертизой ставится вопрос: Произошло ли разрушение трубы в ходе последнего гидроразрыва пластов или ранее.
Методика: Растровая электронная микроскопия и спектроскопия Оже-электронов.
 |
Внешний вид представленных фрагментов обсадной трубы. |
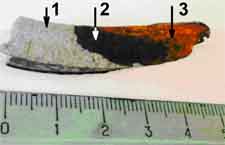 |
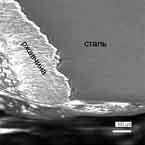
Внешний вид излома, полученного при консольном разрушении образца из участка трубы с нераскрывшимися продольными трещинами; 1 – долом тела трубы, 2 – участок коррозии в глубине трещины, 3 – ржавчина при выдерживании трубы после ее извлечения из скважины на атмосферу и отмывки. |
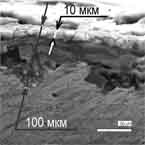 |
Микроструктура поперечного сечения трещины в зоне ржавления. |
Выводы:
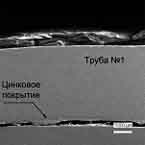
Объект: Фрагменты оцинкованных труб горячего водоснабжения.
Цель исследования: Установить причину преждевременной коррозии труб системы горячего водоснабжения. Настоящая экспертиза направлена на установление механизма коррозионного повреждения и факторов внешней среды, которые способствовали такой деградации труб.
Образцы: Заказчиком отобраны пробы длиной от 70 до 200 мм водопроводных труб различного диаметра (внутренним диаметром 32, 25, 16 мм) из различных участков системы горячего водоснабжения с коррозионными повреждениями после эксплуатации.
Методика исследования: Растровая электронная микроскопия и рентгеновская фотоэлектронная спектроскопия.

Коррозионная сквозная язва с продуктами коррозии (а); лунки питтинговой коррозии указаны стрелками (б);
волнистый фронт продвижения коррозии на внутренней поверхности трубы (в).

Микроструктура травленного металлографического шлифа фрагмента трубы.
Выводы:
Консультации по телефону: (495) 777-94-10
